상세 문서 기준
구상서에서 선택한 자동화 안을 실제 작업 단계, 장비 동작, 운영 이벤트, 예외 처리로 풀어 확인합니다.
사례조사 연결
사례조사는 상세 시나리오에서 나온 실행 질문을 확인하기 위한 참고자료로 뒤에 붙입니다.
0. 문서 위치와 사용 순서
이 문서는 구상서와 사례조사 사이에 놓이는 상세 시나리오 문서다.
읽는 순서는 다음과 같다.
- 시나리오 구상서: M01~M04 중 무엇을 먼저 검토할지 선택한다.
- 시나리오 상세: 선택된 흐름의 출발지, 작업 단계, H/W 동작, FMS/운영 백엔드 이벤트, 예외 처리, Gate를 확인한다.
- 사례조사: 상세 시나리오에서 필요한 기술·운영 질문에 맞는 참고 사례와 공급사 RFI/RFQ 질문을 붙인다.
1. 메인 물류 흐름 4개
| ID |
메인 물류 흐름 |
핵심 목적 |
자동화 후보 |
현재 판단 |
| M01 | 제조동 완제품 → F창고 이동 | 생산 완료 팔레트를 보관·출하 준비 거점인 F창고로 안정적으로 이동 | 전방향형 무인지게차, 포크형 AGV/AMR, 일반 파렛트 이송 로봇, 실외 대응 AMR | 우선 상세 검토 |
| M02 | F창고 → 11.5톤 트럭 출하품 자동상차 | F창고 출하품을 무인지게차가 차량에 직접 상차 | 차량 진입·상차 대응 무인지게차, FMS/안전 인터록 | 핵심 상세 검토 |
| M03 | A~E 창고 원자재 → 제조동 이동 | 원자재 팔레트를 해당 창고에서 제조동 투입 위치로 공급 | 전방향형 무인지게차, 스태커형 무인지게차, 포크형 AGV/AMR | 창고별 조건부 상세 검토 |
| M04 | 원자재 입고 차량 하차 → A~E 창고 렉 보관 | 입고 차량에서 하차한 원자재를 창고 앞 버퍼 또는 내부 렉에 보관 | 하차 보조 무인지게차, 스태커형 무인지게차, 도크/버퍼 연계 | 하차와 렉 보관 분리 검토 |
2. 공통 운영 구조
2.1 FMS/운영 백엔드 기본 흐름
| 단계 |
운영 백엔드/FMS |
무인지게차 H/W |
작업자·현장 설비 |
| 작업 생성 | 작업지시 수신, 팔레트 ID·출발지·도착지·우선순위 생성 | 대기 또는 충전 상태 보고 | 작업 가능 구역 확인 |
| 미션 할당 | 장비 상태, 배터리, 위치, 경로 점유를 보고 미션 배정 | 미션 수락, 경로 계획, 속도 제한 적용 | 필요 시 출입문·버퍼·차량 위치 준비 |
| 픽업 | 픽업 위치 도착 확인, 포크 작업 승인 | 포크 높이·하중·팔레트 홀 감지 후 픽업 | 작업자 진입 금지, E-stop 접근 가능 |
| 이동 | 경로 점유, 장애물, 통신, 안전 이벤트 기록 | 저속 주행, 사람·장애물 감지 시 감속/정지 | 공유동선은 시간대·차단·관리자 승인 조건 적용 |
| 드롭/상차 | 도착 위치 확인, 작업 완료 이벤트 기록 | 지정 위치 드롭 또는 차량 상차 수행 | 필요 시 차량정렬·윙바디·도크 상태 확인 |
| 완료/예외 | 완료, 실패, 수동개입, 재시도, 충전 이벤트 저장 | 다음 미션 또는 충전 복귀 | 예외 승인자 기록 |
2.2 시나리오가 아닌 공통 조건
| 항목 |
적용 대상 |
처리 방식 |
| 공용통로 시간대 분리 | M01, M03, M04 | 이동 시나리오 안의 운영조건으로 적용한다. 별도 시나리오로 분리하지 않는다. |
| 충전·배터리 | M01~M04 | SOC 하한, 충전 위치, 피크시간 회피, 충전 실패 복귀 정책으로 둔다. |
| 체류시간 | M02 중심, 필요 시 M01 | 냉장/품질 리스크와 지연 알림 조건으로 둔다. |
| 다대 운영 | M01~M04 확장 | 1대 검증 후 2대 이상 확장 Gate와 FMS 관제 조건으로 둔다. |
| FMS 로그/KPI | M01~M04 | 성공률, 사이클타임, 안전정지, 수동개입, 팔레트 손상, 충전 downtime을 검증항목으로 둔다. |
2.3 현장 배치도 반영 기준
아래 기준은 1차 미팅 후 정리된 M01~M04 현장 배치 기준을 시나리오 상세에 반영한 것이다.
| 항목 |
상세 반영 기준 |
| 황색 선/화살표 | 각 시나리오의 무인지게차 이동 경로로 본다. WebGL/Draw.io 시각화에서도 주행 경로는 황색으로 표현한다. |
| 흰색 육각형 | 제조동, F창고, A~E 창고의 입출고구역 또는 팔레트 인계 지점으로 본다. |
| 11.5ton 윙바디 표기 | 실제 운송 차량 조건이다. 3D/WebGL 확인본에서는 윙바디 차량과 적재 위치를 회의용 공간 이해 자료로 표시하고, 개방 방향·차량 정렬·상차면 높이는 현장 Gate로 확인한다. |
| 전면 표기 | M02/M04 트럭 정면 방향 기준이다. 배치도상 트럭 전면은 우측으로 표시된 것으로 본다. |
| A~E 창고 | 원자재 수동랙 창고로 본다. 각 창고별 출입문·랙·통로폭·원자재/MSDS는 현장 확인조건이다. |
| F창고 | 완제품 보관/출하 준비 거점이며 자동렉 또는 자동화 설비와의 접점은 현장 확인조건이다. |
| 지게차 충전소 | A~E/F 창고 인근 충전 위치 후보로 본다. 충전은 별도 물류 흐름에서 제외하고 운영조건으로 관리한다. |
| M01 거리 표기 | 약 23m, 약 25m, 약 77m는 현장 배치 기준 참고 거리다. 확정 실측값이 아니며 현장 실사에서 보정한다. |
| 3D/WebGL 공통 조건 | 건물의 대략 크기와 거리를 보이게 배치하고, 카메라 회전/줌/팬이 가능해야 하며, 무인지게차는 가능하면 X-Y 평면 이동으로 표현한다. |
2.4 현장 배치도 이미지
3. M01 상세. 제조동 완제품 → F창고 이동
3.1 목적
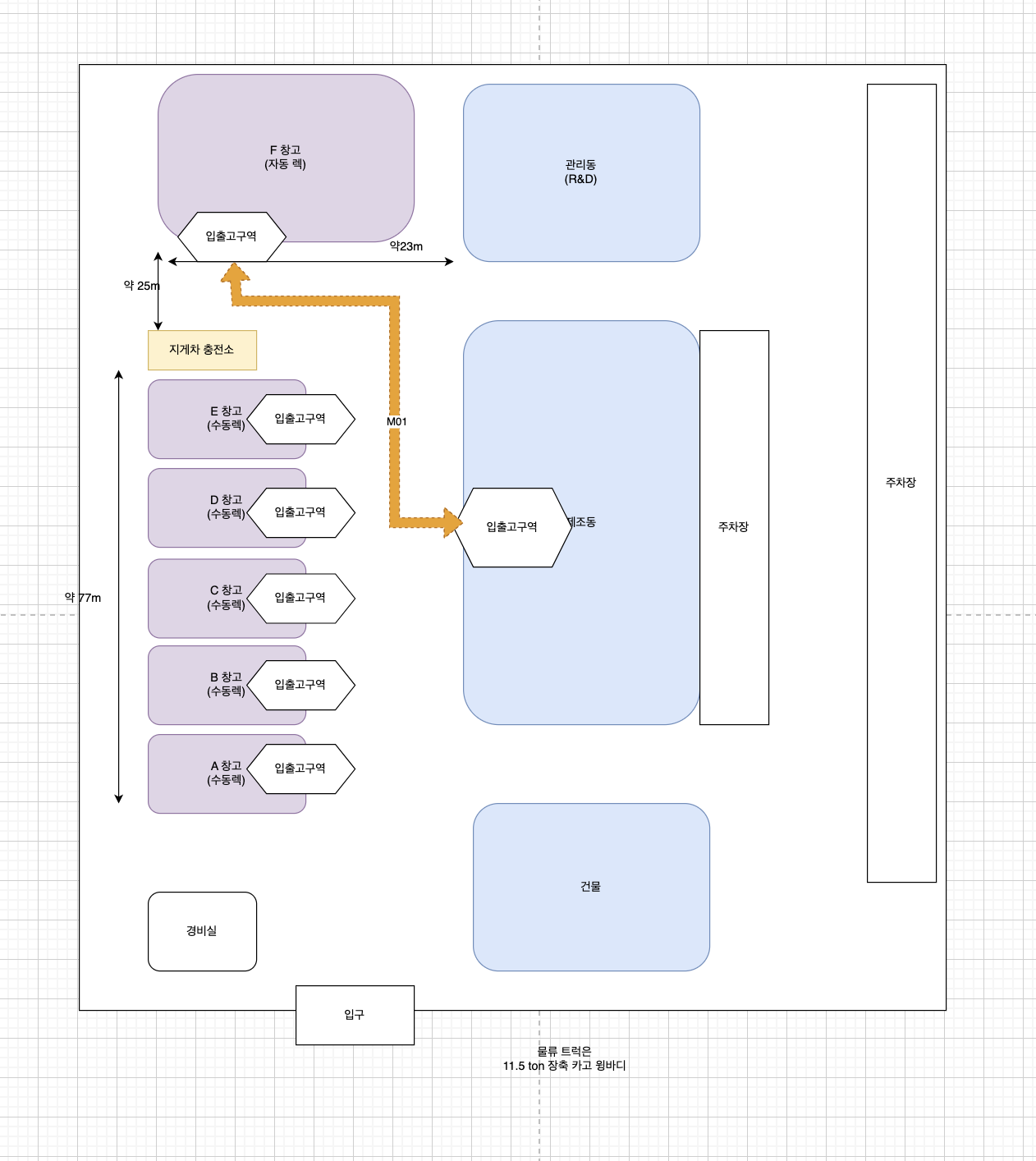
제조동에서 생산·완료된 완제품 팔레트를 F창고 보관 또는 출하 준비 위치로 이동한다. F창고는 완제품 보관과 출하 준비의 거점으로 본다.
3.2 현장 배치도 기준 상세
| 항목 |
내용 |
| 출발/도착 | 제조동 서측 입출고구역과 F창고 하단 입출고구역 사이 팔레트 이동 |
| 황색 경로 | 제조동 입출고구역에서 좌측 통로로 나와 상단 방향으로 이동한 뒤 F창고 하단 입출고구역으로 진입하는 ㄴ자형 경로 |
| 참고 거리 | F창고 입출고구역 인근 수평 약 23m, F창고 입출고구역~충전소 인근 수직 약 25m, A~E 창고 세로 배치 기준 약 77m |
| 주변 요소 | F창고, 관리동(R&D), 제조동, 지게차 충전소, A~E 창고, 주차장, 경비실, 입구 |
| 시각화 조건 | 건물 간 상대 거리와 ㄴ자 경로가 보이도록 쿼터뷰/탑뷰 전환을 제공하고, 무인지게차는 X-Y 평면 경로를 따라 이동 |
3.3 정상 흐름
| 순서 |
현장 동작 |
FMS/운영 백엔드 이벤트 |
H/W 동작 |
| 1 | 제조동에서 완제품 팔레트 생성 또는 출고 가능 상태 확인 | 작업지시 생성, 팔레트 ID·출발지·도착지 기록 | 대기 장비 상태 보고 |
| 2 | 제조동 출발점에서 팔레트 픽업 | 미션 할당, 픽업 위치 도착 이벤트 | 포크 진입, 하중 확인, 픽업 완료 |
| 3 | 제조동↔F창고 이동 경로 진입 | 경로 점유, 안전속도, 통신 상태 기록 | 저속 이동, 장애물 감지 시 감속/정지 |
| 4 | F창고 입고 또는 출하 준비 위치 도착 | 도착 이벤트, 도착 위치 검증 | 지정 위치 드롭 |
| 5 | 다음 미션 또는 충전 복귀 | 미션 완료, 사이클타임 저장 | 빈 포크 복귀 또는 충전 이동 |
3.4 확인조건/Gate
| Gate |
확인할 것 |
판단 기준 |
| 출발점 | 제조동 완제품 팔레트가 어디에 놓이는지 | 무인지게차가 반복 접근 가능한 고정 위치가 필요 |
| 도착점 | F창고 인계점 또는 보관·출하 준비 위치 | F창고 자동 스태커/작업자/버퍼와 충돌하지 않아야 함 |
| 동선 | 통로폭, 회전공간, 차량·작업자 혼재 | 공유동선이면 시간대 분리·전용차선·경광등·정지구역 적용 |
| 장비 | 기존 지게차 반복 이송을 대체할 수 있는 전방향형/포크형 후보와 일반 파렛트 이송 로봇 옵션 | 팔레트 중량, 포크 길이, 회전반경, 통로폭, 실외/캐노피 주행 가능 여부 확인 |
| 데이터 | 작업지시, 팔레트 ID, 완료 이벤트 | 최소한 작업 생성·완료·예외 로그가 남아야 함 |
3.5 예외 처리
| 예외 |
처리 |
| 작업자·차량 접근 | 즉시 감속/정지, FMS 알림, 현장 승인 후 재개 |
| 팔레트 픽업 실패 | 1차 재시도, 반복 실패 시 수동개입 요청 |
| F창고 인계점 점유 | 대기 위치 이동, 우선순위 재배정 |
| 통신 끊김 | 안전정지, 재접속 후 상태 확인, 미션 재개 승인 |
3.6 사례조사 연결
M01 사례조사는 제조-창고 간 팔레트 이송, 실외/캐노피 이동, 포크형 AMR/무인지게차, FMS 작업지시·상태로그 사례를 우선 확인한다.
4. M02 상세. F창고 → 11.5톤 트럭 출하품 자동상차
4.1 목적
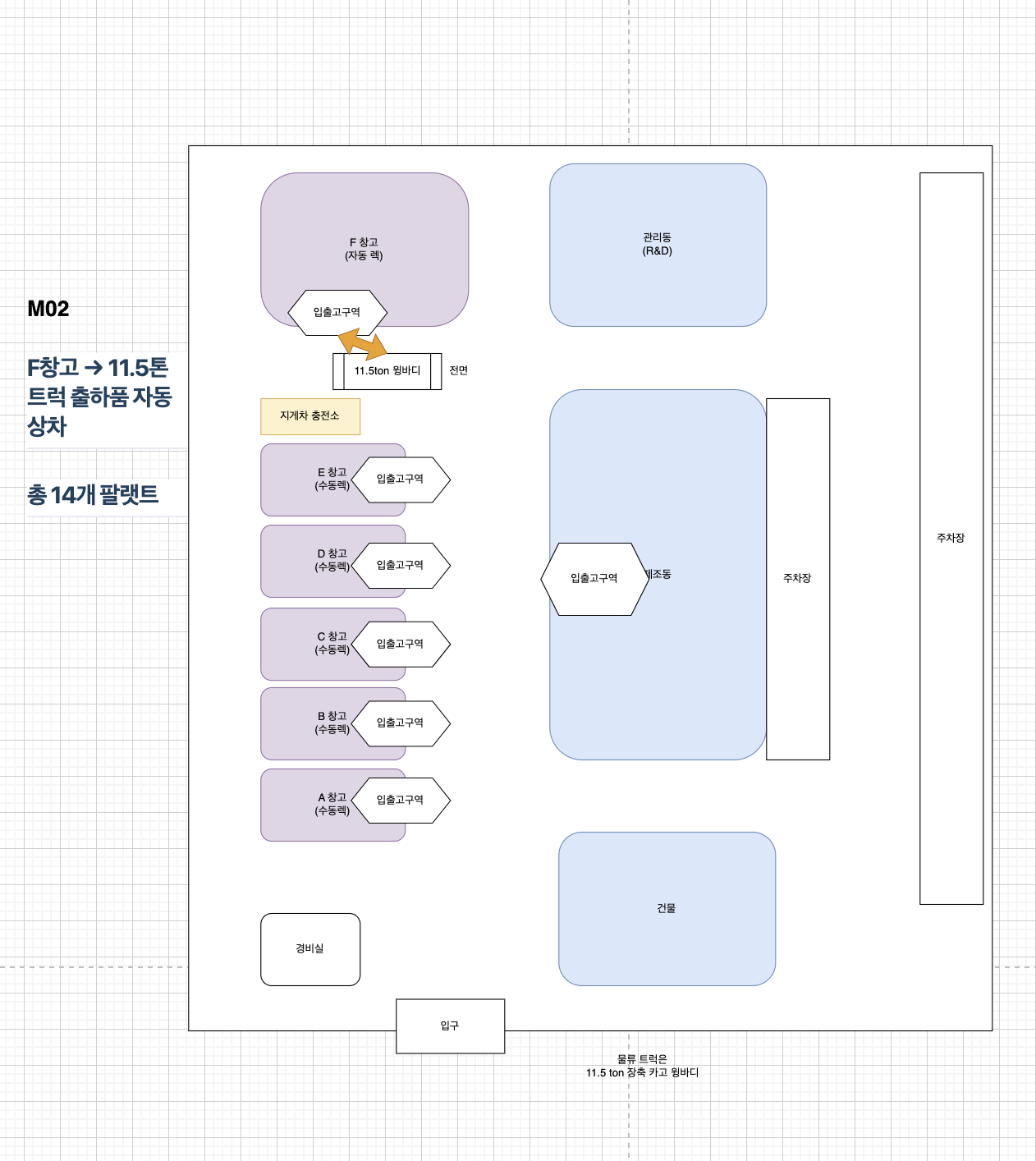
F창고에서 출하 대상 팔레트를 꺼내 11.5톤 윙바디 차량에 무인지게차가 직접 상차한다. 이 흐름은 출하품 자동상차를 전제로 상세화한다. 다만 차량정렬, 윙바디 개방, 상차방향, 안전승인, 비상정지, 수동복구는 실행 Gate로 관리한다.
4.2 현장 배치도 기준 상세
| 항목 |
내용 |
| 배치도 표기 | F창고 -> 11.5톤 트럭 출하품 자동 상차, 총 14개 팔레트 |
| 출발/도착 | F창고 입출고구역에서 출하 대상 팔레트를 픽업해 11.5톤 트럭 적재 위치에 직접 상차 |
| 트럭 위치 | F창고 입출고구역 바로 하단/전면부 근처에 정차한 것으로 본다. |
| 트럭 방향 | 배치도상 트럭 우측 전면 표기를 기준으로 전면 방향은 우측이다. |
| 황색 경로 | F창고 입출고구역과 트럭 적재 위치 사이를 왕복하며 팔레트를 차량에 싣는 자동상차 경로로 유지한다. |
| 시각화 조건 | 3D/WebGL에서는 11.5톤 윙바디 차량, 상차구역, 도크 정렬, 14P 단층 적재 위치가 보이게 표현한다. 윙바디 개방 방향과 상차면 높이는 현장 Gate로 확인한다. |
| Gate 처리 | 차량 정렬, 상차방향, 바닥 높이, 안전승인, 비상정지, 수동복구는 M02 실행 Gate로 표시한다. |
4.3 정상 흐름
| 순서 |
현장 동작 |
FMS/운영 백엔드 이벤트 |
H/W 동작 |
| 1 | 출하 지시와 차량 도착 정보 확인 | 출하 팔레트 목록, 차량 ID, 상차 순서 생성 | 대기 장비 상태 보고 |
| 2 | 11.5톤 윙바디 차량 정차·윙바디 개방·상차 가능 상태 확인 | 차량 위치 확인 요청, 상차 승인 대기 | 차량 기준점 또는 도크 접근 전 대기 |
| 3 | F창고에서 출하 팔레트 픽업 | 팔레트 ID·순번·픽업 완료 이벤트 | 포크 진입, 하중 확인, 픽업 |
| 4 | 차량 상차 위치로 접근 | 경로 점유, 안전구역 진입 이벤트 | 저속 접근, 사람·장애물 감지 |
| 5 | 차량 내부 또는 지정 상차 위치에 팔레트 적재 | 상차 위치·순번·완료 이벤트 기록 | 차량 진입/포크 조작/드롭/후진 회수 |
| 6 | 다음 팔레트 반복 또는 상차 완료 | 14P 단층 등 상차 완료 상태 기록 | 다음 팔레트 픽업 또는 충전 복귀 |
4.4 확인조건/Gate
| Gate |
확인할 것 |
판단 기준 |
| 차량 정렬 | 11.5톤 차량 정차 기준점, 허용 오차, 휠초크/도크락 여부 | 차량 위치가 허용범위 밖이면 미션 시작 금지 |
| 윙바디/상차방향 | 윙바디 개방 방향, 측면/후면 상차 여부, 내부 진입 가능성 | 실제 상차 방향별 장비 회전·후진 공간 필요 |
| 적재 패턴 | 14P 단층 배열 기준, 팔레트 방향, 순서 | FMS가 상차 순번과 위치를 기록해야 함 |
| 안전승인 | 운전자·작업자 접근통제, E-stop, 경광등, 관리자 승인 | 승인 전 차량 접근·상차 금지 |
| 수동복구 | 실패 시 누가 어떻게 회수/재개하는지 | 수동개입·재시작 승인 절차가 있어야 함 |
| 책임경계 | 장비사, FMS/SI, 현장 운영, 차량/기사 책임 | 사고·장애·손상 책임 주체 확인 필요 |
4.5 예외 처리
| 예외 |
처리 |
| 차량 위치 오차 | 상차 미션 보류, 차량 재정렬 요청, 기준점 재확인 |
| 윙바디 개방 불완전 | 미션 시작 금지, 현장 승인 후 재확인 |
| 차량 내부 장애물/작업자 접근 | 즉시 정지, 비상 알림, 관리자 승인 전 재개 금지 |
| 팔레트 배열 실패 | 해당 팔레트 보류, 수동복구 요청, 재시작 조건 기록 |
| 상차 중 통신 장애 | 안전정지, 현장 수동전환 또는 복구 승인 |
4.6 사례조사 연결
M02 사례조사는 자율 지게차 트럭/트레일러 로딩, 차량 내부 진입, 팔레트 배열, 차량 정렬 보정, 안전 인터록, 수동복구 사례를 우선 확인한다. 국내 11.5톤 윙바디 직접 사례는 실행 승인 Gate로 확인한다.
5. M03 상세. A~E 창고 원자재 → 제조동 이동
5.1 목적
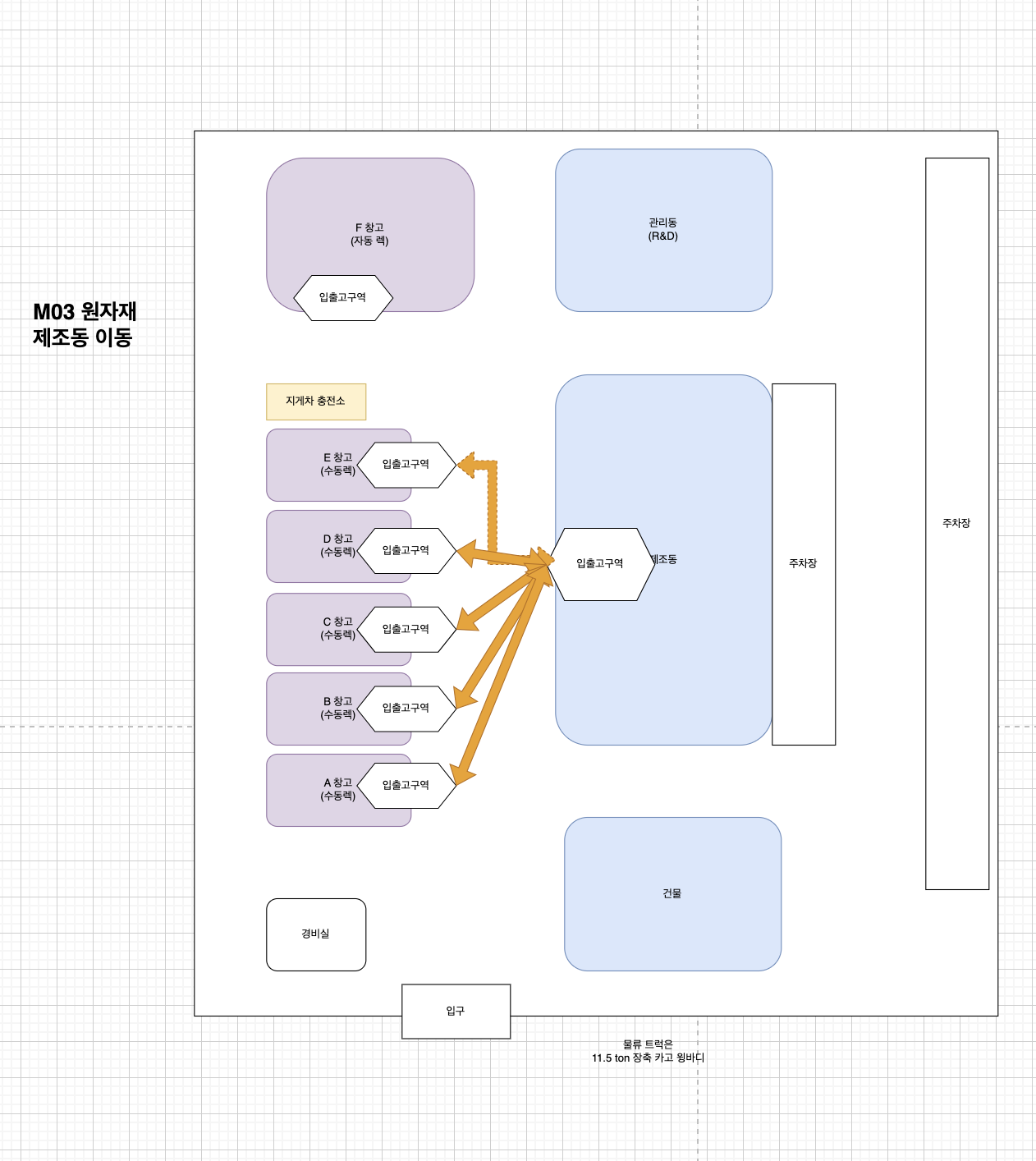
A~E 창고에 보관된 원자재 팔레트를 제조 투입을 위해 제조동 지정 위치로 이동한다. A~E 창고는 창고별 출입문, 랙 구조, 원자재 종류, 물질안전보건자료(MSDS), 통로폭이 다를 수 있으므로 창고별로 상세 조건을 나눈다.
5.1.1 본문 반영용 문단
M03은 A~E 원자재 창고에서 제조동 투입 위치로 필요한 원자재 팔레트를 공급하는 이동 시나리오다. 자동화의 목적은 원자재 출고 요청 이후 창고별 픽업, 공유동선 이동, 제조동 투입 버퍼 인계를 표준화해 제조 투입 대기와 수작업 의존을 줄이는 것이다. 단, A~E 창고는 출입문, 랙 구조, 통로폭, 보관 원자재와 MSDS 조건이 서로 다를 수 있으므로 하나의 통합 자동화로 확정하지 않고 창고별 적용성 평가 후 단계적으로 묶는다. 공용동선의 시간대 분리, 작업자·유인지게차 혼재 통제, 충전·대기 정책은 M03을 실행하기 위한 운영조건으로 두며 별도 시나리오로 분리하지 않는다.
5.1.2 As-Is / To-Be
| 구분 |
As-Is |
To-Be |
| 작업지시 | 제조 투입 요청과 원자재 출고 지시가 작업자 판단·수동 전달에 의존할 수 있음 [확인필요] | 제조 투입 요청을 FMS/운영 백엔드 미션으로 전환하고 창고·품목·수량·투입 위치를 기록 |
| 창고 출고 | A~E 창고별 출입문·랙·픽업 위치가 표준화되어 있지 않으면 작업자 경험에 의존 | 창고별 고정 픽업 위치 또는 창고 앞 버퍼를 정의하고 무인지게차 접근 가능성을 분리 판단 |
| 이동 | 제조동 방향 공유동선을 유인지게차·작업자와 함께 사용할 가능성 | 공유동선은 시간대 분리·속도 제한·정지구역·경광등·관리자 승인 등 M03 운영조건으로 통제 |
| 제조 투입 | 제조동 라인 앞 또는 버퍼의 인계 기준이 불명확하면 대기·재배치 발생 | 제조동 투입 위치, 버퍼 수량, 투입 순서, 작업자 인계 방식을 미션 완료 기준으로 정의 |
| 안전·취급 | 원자재별 위험물·방폭·온도·MSDS 조건이 자동화 가능 범위에 반영되지 않을 수 있음 | 원자재/MSDS 확인을 Gate로 두고 위험물·방폭·취급 제한 품목은 승인 전 자동 미션 생성 금지 |
5.1.3 Problem-Solution Fit
| 고객 문제 |
자동화 해결 방향 |
M03 검증 지표 |
필요한 입력자료 |
| 제조 투입 원자재 공급 지연 | 요청 기반 미션 할당과 창고별 픽업·제조동 드롭 표준화 | 요청~픽업 리드타임, 픽업 성공률, 제조동 도착 정시성 | 품목별 투입 요청 방식, 창고별 보관 위치, 제조동 투입 위치 |
| 창고별 구조 차이로 자동화 범위가 불명확 | A/B/C/D/E 창고를 각각 출입문·랙·통로폭·MSDS 기준으로 판정 | 창고별 Go/Hold/No-Go, 후보 장비 적합성 | 창고별 출입문 폭, 랙 규격, 통로폭, 포크 진입 방향, 사진·도면 |
| 공유동선 혼재에 따른 안전 리스크 | 시간대 분리와 물리적 표시를 운영조건으로 적용 | 안전정지 횟수, 수동개입률, 혼재구간 통과시간 | 작업자 이동시간, 유인지게차 운행범위, 피크 시간대 |
| 원자재 취급 조건 누락 | MSDS·위험물·방폭·온도 조건을 미션 생성 전 Gate로 확인 | 승인 완료 품목 비율, 자동 미션 금지 품목 목록 | 원자재 목록, MSDS, 보관·취급 제한, EHS 승인 기준 |
5.1.4 Gate / 확인조건
| Gate |
확인조건 |
통과 기준 |
미통과 시 처리 |
| G-M03-1 창고별 출입문 | A~E 각 출입문 위치, 폭, 문 개폐 방식, 문 앞 대기 가능성 | 장비가 안전속도로 반복 진입·이탈할 수 있고 문 개폐 절차가 정의됨 | 해당 창고는 수동 출고 또는 창고 앞 버퍼 인계로 축소 |
| G-M03-2 랙·픽업 구조 | 랙 단수, 팔레트 방향, 포크 진입 방향, 랙 앞 회전공간 | 후보 장비의 포크 길이·인상높이·회전반경이 실제 랙 조건과 맞음 | 랙 직접 픽업 제외, 바닥 버퍼 픽업으로 재설계 |
| G-M03-3 통로폭·공유동선 | 창고 앞 통로폭, 제조동까지 이동경로, 유인지게차·작업자 혼재 | 시간대 분리 또는 물리적 통제 기준이 가능하고 안전정지 절차가 합의됨 | M03 자동운행 시간·구역 제한 또는 Hold |
| G-M03-4 원자재/MSDS | 원자재 종류, 중량, 포장형태, 위험물·방폭·온도 조건 | 자동화 가능 품목과 제외 품목이 MSDS/EHS 기준으로 분리됨 | 승인 전 해당 품목 자동 미션 생성 금지 |
| G-M03-5 제조동 투입 위치 | 제조동 라인 앞 버퍼, 투입 순서, 작업자 인계 위치 | 지정 드롭 위치와 수동 인계 기준이 반복 가능함 | 제조동 외부 버퍼까지만 자동화하고 라인 투입은 수동 유지 |
| G-M03-6 데이터·연동 | 작업지시, 창고, 품목, 팔레트 ID, 완료·예외 로그 | 최소 작업 생성·완료·예외·수동개입 로그가 남음 | 수동 업로드/CSV 등 제한 연동으로 PoC 범위 조정 |
5.2 현장 배치도 기준 상세
| 항목 |
내용 |
| 배치도 표기 | M03 원자재 제조동 이동 |
| 출발지 | A, B, C, D, E 창고 각각의 입출고구역 |
| 도착지 | 제조동 서측 입출고구역 또는 제조 투입 버퍼 |
| 황색 경로 | E/D/C/B/A 각 창고 입출고구역에서 제조동 입출고구역으로 합류하는 개별 진입선 |
| 창고 성격 | A~E 창고는 원자재 수동랙 창고로 보며 창고별 구조가 다르면 후보 장비와 운영조건을 분리한다. |
| 시각화 조건 | A~E 창고별 개별 출발선을 구분하고, 제조동 방향으로 합류하는 X-Y 평면 이동을 보여준다. |
5.3 정상 흐름
| 순서 |
현장 동작 |
FMS/운영 백엔드 이벤트 |
H/W 동작 |
| 1 | 제조 투입 요청 또는 원자재 출고 지시 생성 | 원자재 품목·수량·창고·투입 위치 기록 | 장비 상태 보고 |
| 2 | 해당 A~E 창고로 이동 | 창고 접근 미션 할당 | 지정 창고 앞 대기 위치 이동 |
| 3 | 창고 내부 또는 창고 앞 버퍼에서 원자재 픽업 | 픽업 위치·품목·팔레트 ID 확인 | 포크 진입, 하중 확인, 픽업 |
| 4 | 제조동 투입 위치로 이동 | 경로 점유, 안전 이벤트, 통신 상태 기록 | 저속 이동, 공유동선 조건 적용 |
| 5 | 제조동 투입 위치 드롭 | 도착·드롭 완료, 재고/투입 상태 기록 | 지정 위치 드롭, 복귀 |
5.4 확인조건/Gate
| Gate |
확인할 것 |
판단 기준 |
| 창고별 출입문 | A~E 각 창고 출입문 위치와 폭 | 창고별 접근 가능성 분리 판단 |
| 랙 구조 | 랙 단수, 팔레트 방향, 포크 진입 방향 | 스태커형/카운터밸런스형 후보 결정 |
| 원자재/MSDS | 원자재 종류, 위험물·방폭·온도 조건 | 자동화 진입 가능 구역과 승인조건 분리 |
| 제조동 투입 위치 | 실제 투입 지점, 버퍼, 작업자 동선 | 제조동 내 혼재동선 통제 필요 |
| 이동경로 | 공유통로, 시간대, 차량/작업자 혼재 | 시간대 분리와 물리적 표시를 운영조건으로 둠 |
5.5 예외 처리
| 예외 |
처리 |
| 창고 문/통로 점유 | 대기 위치 이동, 작업 순서 재배정 |
| 랙 위치 불일치 | 미션 보류, 현장 확인 요청 |
| MSDS/안전 승인 미확인 | 자동 미션 생성 금지, 승인 후 재개 |
| 제조동 투입 위치 만차 | 인근 대기 버퍼 이동, 운영자 승인 요청 |
5.6 사례조사 연결
M03 사례조사는 창고 출고-생산 투입 팔레트 이송, 창고 내부 랙 입출고, 원자재/MSDS 조건이 있는 산업현장 적용, 제조동 투입 위치 버퍼 운영 사례를 확인한다.
6. M04 상세. 원자재 입고 차량 하차 → A~E 창고 렉 보관
6.1 목적
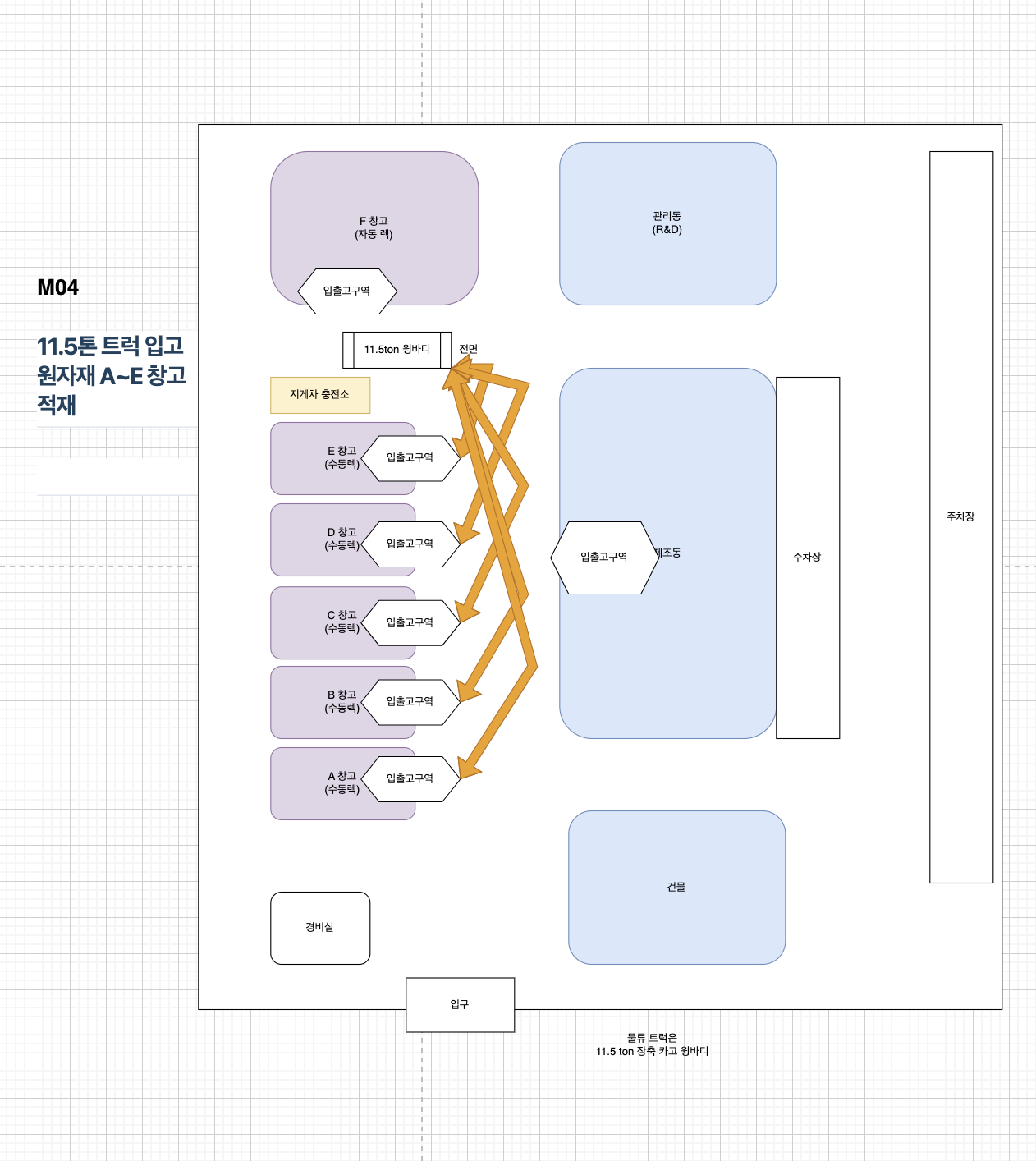
원자재가 입고 차량으로 도착하면 하차 후 A~E 창고 중 해당 창고의 렉 또는 임시 버퍼에 보관한다. 차량 하차 자동화와 창고 내부 렉 보관 자동화는 난이도와 안전조건이 다르므로 분리해 판단한다.
6.2 현장 배치도 기준 상세
| 항목 |
내용 |
| 배치도 표기 | 11.5톤 트럭 입고 원자재 A~E 창고 적재 |
| 출발/도착 | 11.5톤 트럭에서 원자재 팔레트를 하차해 A~E 창고 입출고구역 또는 내부 렉으로 이동·적재 |
| 트럭 위치 | F창고와 A~E 창고 사이 상단부에 정차한 것으로 본다. |
| 트럭 방향 | 배치도상 트럭 우측 전면 표기를 기준으로 전면 방향은 우측이다. |
| 황색 경로 | 트럭 정차 위치에서 A, B, C, D, E 각 창고 입출고구역으로 분기되는 경로 |
| 시각화 조건 | 11.5톤 입고 차량과 A~E 창고별 분기 경로, 창고 앞 버퍼/랙 진입 가능 범위를 구분한다. 차량 정차 위치와 하차 방향은 현장 Gate로 확인한다. |
| 범위 분리 | 차량 하차 자동화, 창고 앞 버퍼, 창고 내부 렉 보관 자동화는 한 장면 안에서 단계가 분리되게 표시한다. |
6.3 정상 흐름 A. 차량 하차 → 창고 앞 버퍼
| 순서 |
현장 동작 |
FMS/운영 백엔드 이벤트 |
H/W 동작 |
| 1 | 입고 차량 도착 및 원자재 입고 정보 확인 | 차량 ID, 품목, 수량, 창고 배정 기록 | 장비 상태 보고 |
| 2 | 차량 정차·하차 가능 상태 확인 | 하차 승인 대기, 안전구역 확인 | 차량 접근 전 대기 |
| 3 | 차량에서 팔레트 하차 | 하차 시작·완료 이벤트 | 포크 진입, 하중 확인, 하차 |
| 4 | 창고 앞 버퍼로 이동 | 버퍼 위치 배정 | 지정 버퍼 드롭 |
6.4 정상 흐름 B. 창고 앞 버퍼 → A~E 창고 렉 보관
| 순서 |
현장 동작 |
FMS/운영 백엔드 이벤트 |
H/W 동작 |
| 1 | 버퍼 팔레트의 창고·랙 위치 확정 | 보관 위치 생성, 팔레트 ID 연결 | 버퍼 접근 |
| 2 | 버퍼에서 팔레트 픽업 | 픽업 완료 이벤트 | 포크 진입, 하중 확인 |
| 3 | 해당 창고 내부 진입 | 창고 진입 이벤트, 안전상태 기록 | 저속 진입, 장애물 감지 |
| 4 | 지정 렉 위치 보관 | 렉 보관 완료, 재고 위치 업데이트 | 포크 상승·드롭·회수 |
6.5 확인조건/Gate
| Gate |
확인할 것 |
판단 기준 |
| 차량 하차 조건 | 차량 정차 위치, 도크 유무, 하차 방향, 운전자 접근 | 차량 위치와 안전구역이 안정돼야 자동 하차 검토 가능 |
| 버퍼 | 창고 앞 임시 보관 공간, 팔레트 수량, 통로 방해 여부 | 하차와 렉 보관을 끊어 운영할 수 있어야 함 |
| 렉 보관 | 랙 높이, 통로폭, 팔레트 방향, 하중 | 장비 인상높이·회전반경·포크 조건 확인 |
| 창고 배정 | 품목별 A~E 창고 매핑, MSDS, 보관 조건 | 잘못된 창고 입고 방지 로직 필요 |
| 안전승인 | 하차구역·창고 내부 작업자 동선, E-stop, 수동전환 | 하차와 렉 보관 각각 승인절차 필요 |
6.6 예외 처리
| 예외 |
처리 |
| 입고 차량 위치 불일치 | 하차 미션 보류, 차량 재정렬 요청 |
| 하차 중 팔레트 상태 불량 | 하차 중지, 현장 검수 요청 |
| 버퍼 만차 | 다음 하차 보류, 창고 보관 우선 미션 생성 |
| 렉 위치 점유 또는 데이터 불일치 | 대체 위치 요청, 수동확인 후 재배정 |
| 위험물·방폭 승인 미확인 | 해당 팔레트 자동 미션 금지 |
6.7 사례조사 연결
M04 사례조사는 입고 차량 하차 자동화, 도크/버퍼 연계, 창고 내부 렉 보관 자동화, 스태커형 무인지게차 적용 사례를 분리해 확인한다.
7. RFI/RFQ 질문 전환표
| 시나리오 |
공급사에 반드시 물어볼 질문 |
| M01 | 제조동-F창고 실외/캐노피 이동 가능 여부, 포크 픽업/드롭 정밀도, 공유동선 감속/정지, 통신 끊김 대응, 전방향형 후보 여부 |
| M02 | 11.5톤 윙바디 차량 자동상차 레퍼런스, 차량 정렬 허용오차, 차량 내부 진입 가능성, 14P 단층 배열 로직, 비상정지·수동복구 절차 |
| M03 | 창고별 랙/통로폭 대응, MSDS/위험물 구역 자동화 승인 사례, 제조동 투입 위치 버퍼 운영, 원자재 품목별 작업지시 연동 |
| M04 | 차량 하차 자동화 범위, 도크/비도크 조건, 창고 앞 버퍼 운영, 렉 보관 인상높이·회전반경, 하차와 보관 분리 운영 가능성 |